
آموزش PLC به زبان ساده موضوع این آموزش اتوماسیون صنعتی در کالنجی است و در یک مقاله مختصر و مفید سعی داریم آموزش PLC به زبان ساده و روان را خدمت شما ارائه کنیم
فهرست مطالب
آموزش PLC به زبان ساده
امروزه استفاده از رله های قابل برنامه ریزی در صنعت غیرقابل انکار است از کارخانجات کوچک و ساختمان های مسکونی گرفته تا کارخانجات بزرگ، استفاده از رله ها و PLC ها را از ملزومات کار خود دانسته اند. از آن جایی که استفاده از مدارات فرمان و قدرت به تنهایی باعث افزایش حجم کار و پیچیدگی برخی از مدارات می شود استفاده از رله های برنامه ریزی با قابلیت طراحی بسیار آسان، اهمیت آن را دوچندان می کند به همین خاطر میخواهیم آموزش PLC به زبان ساده را در این مقاله یاد بگیریم.
در آموزش های گذشته به معرفی انواع پی ال سی ها پرداختیم و توضیح دادیم که انواع PLC ها به چند دسته تقسیم بندی می شوند،پیشهاد میکنم قبلاز مطالعه این مقاله، با انواع پی ال سی ها در لینک زیر آشنا شوید:
مطالعه ی مقاله معرفی انواع پی ال سی ها و بررسی مزایا و معایب هر کدام
PLC چیست؟
قبل از این که به آموزش PLC بپردازیم بهتر از از در چند سطر به عبارت PLC بپردازیم و سپس آموزش PLC را دنبال کنیم.
PLC مخفف عبارت Programmable Logic Controller می باشد، که به معنای کنترل کننده منطقی قابل برنامه ریزی است. در واقع مجموعه ای از سخت افزار و نرم افزار است که عمل کنترل را ساده و انعطاف پذیرمی نماید که به دلیل ویژگیهای خاصش بیشتر برای کنترل فرایندهای مکانیکی یا صنعتی مانند خطوط تولید كارخانه ها و همچنین طراحی BMS می توان از PLC استفاده نمود.
PLC توسط شخصی به نام ریچارد مورلی که به آن پدر PLC هم می گویند ساخته شد.
در صنعت، رله های قابل برنامه ریزی مختلف با اسامی گوناگون وجود دارد که از مقایسۀ آن ها می توان دریافت نحوۀ اتصال و سیم کشی انواع رله ها تقریباً با یک دیگر یکسان اند و تنها از نظر شکل نرم افزار و نحوۀ برنامه ریزی تفاوت هایی دارند.

امروزه رله های قابل برنامه ریزی، فصل مشترک فعالیت بسیاری از برق کاران و حتی مشاغل مرتبط با رشتۀ برق شده است و در طراحی و سیم کشی برق، مثل نورپردازی ها و روشنایی خودكار ساختمان ها می توان آن را به کار گرفت. هم چنین از این رله می توان در سیستم های حفاظتی و ساختمان های هوشمند به عنوان یک كنترل کننده در کنار سایر قطعات هوشمند استفاده كرد و این سیستم ها را توسعه داد.
رله های قابل برنامه ریزی می تواند با دریافت پیامک، سیستمی را فعال کند یا دارای اپلیکیشنی باشد كه با استفاده از تلفن همراه هوشمند، فرمانی را برای راه اندازی و خاموش کردن سیستمی به کار گیرد.
کاربرد PLC در کجاست؟
رلۀ قابل برنامه ریزی یا PLC ها در بعضی از تابلوهای برق مثل کنترل موتورخانۀ ساختمان ها، دستگاه های دارای دو یا چند موتورالكتریكی، کارگاه های کوچک صنعتی و نظایر آن نیز مشاهده می شود. حتی می توان با استفاده از رلۀ قابل برنامه ریزی، عوامل فیزیکی مثل فشار، دما و نظایر آن را كنترل نمود؛ این نوع كنترل در تأسیسات الكتریكی كاربرد فراوان دارد.
آموزش PLC – هدف ساخت پی ال سی ( PLC ) چیست؟
در گذشته وظیفۀ PLC بر عهده مدارات فرمان رله ای بود که استفاده از آن ها در محیط های صنعتی جدید منسوخ شده است. در سیستم های رله ای با افزایش تعداد رله، حجم و پیچیدگی مدار فرمان بسیار زیاد شده و موجب افزایش قیمت آن می گردد. اگر در سیستم های رله ای نیاز به تغییر منطق کنترل باشد و یا در این سیستم مشکلی به وجود آید، کاری زمان بر و مشکل خواهد بود. هدف ساخت PLC جایگزینی با مدارات رله ای و پیچیده بود اما با پیشرفت تکنولوژی قابلیت های چشمگیری به PLC اضافه شدند که می توان به انواع شبکه ها، سیگنال های آنالوگ، محاسبات پیچیده و ورودی های سرعت بالا اشاره نمود.
ساختمان PLC چگونه است؟
به طور کلی رله های منطقی قابل برنامه ریزی از دو جزء اصلی تشكیل می شوند:
1- اجزای ظاهری
2- اجزای داخلی
الف- اجزای ظاهری:
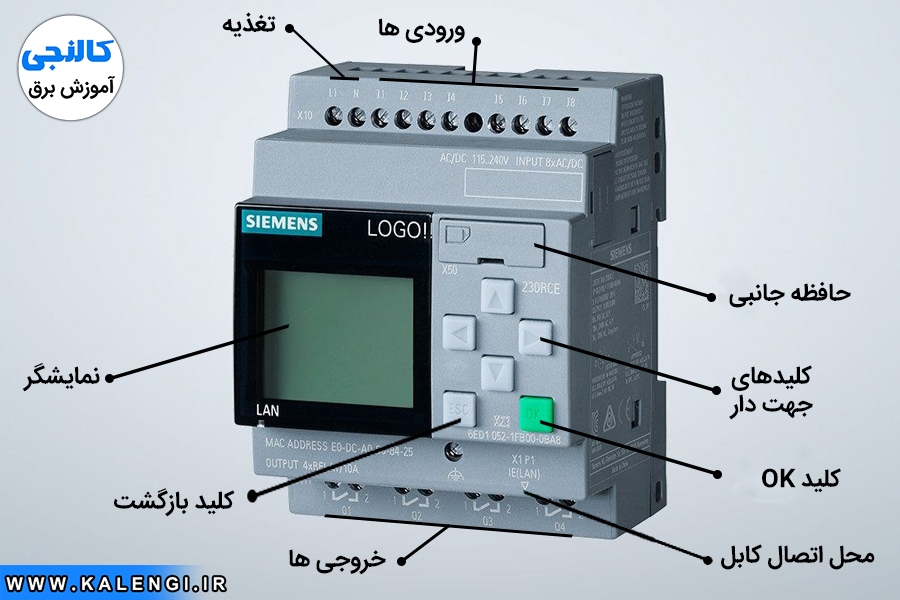
رله های قابل برنامه ریزی از نظر ظاهری دارای اجزای زیر هستند:
1- ورودی ها:
ورودی ها را با حرف I و یک شماره، مانند I1 و I2 و I3 و … در محل ترمینال های ورودی رله نشان می دهند. تعداد ورودی ها معمولاً 6 تا 12 عدد و یا بیشتر است. شستی ها، میكروسوییچ ها و عواملی كه وظیفۀ وصل و قطع مدار را عهده دار باشند به این قسمت متصل می شوند.
2- خروجی ها:
خروجی ها را با حرف Q و یک شماره، مانند Q1 و Q2 و Q3 و … در محل ترمینال های خروجی نشان می دهند. بوبین کنتاکتورها به این محل متصل می شوند. تعداد خروجی ها معمولاً 4 تا 6 عدد و یا بیشتر است. خروجی های رله های قابل برنامه ریزی در دو نوع رله ای و ترانزیستوری ساخته می شود این موضوع نوع سیم کشی آنها در خروجی را تحت تأثیر قرار می دهد.
3- محل تغذیه:
مقدار ولتاژ مورد نیاز رله 12 ولت، 24 ولت مستقیم (DC) و یا 230 ولت متناوب (AC) است. معمولاً محل تغذیه با حروف N و L مشخص شده؛ تغذیه اولین ترمینال های سمت چپ هر رله را تشکیل می دهد
4- نمایشگر :LCD
وسیله ای برای مشاهده برنامه ریزی دستی یا نمایش پیام است.
5- کلیدهای معمولی و جهت دار:
برای برنامه ریزی دستی از كلیدهای جهت دار استفاده می شود.
6- محل اتصال کابل
یک سر کابل ارتباطی RS232 یا USB را به رله و سمت دیگر را به کامپیوتر اتصال داد. در نمونه های جدید از كابل شبكهLAN RG45 برای ارتباط با رله استفاده می شود.
7- حافظه جانبی
با برداشتن درپوش آن می توان مموری کارت را به دستگاه اضاف کرد و حتی برنامه را از طریق مموری کارت به دستگاه وارد کرد.
ب- اجزای داخلی:
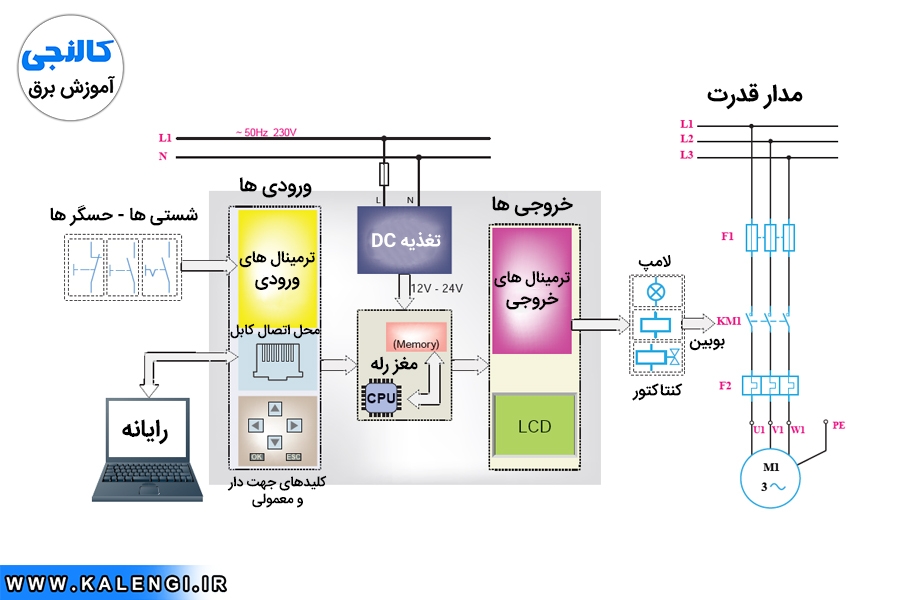
اجزای داخلی این رله ها از یک برد الکترونیکی به همراه یک سری قطعات الکترونیکی تشکیل شده است و بر پایۀ اصول و توابع منطقی کار می کند. این قسمت خود از سه جزء تشکیل شده است:
1- پردازشگر:
انجام کارهای محاسباتی و مقایسه و نتیجه گیری فعالیت های منطقی به عهدۀ این بخش است.
2- حافظه:
وظیفۀ این قسمت نگهداری و ذخیرۀ اطلاعات است.
3- منبع تغذیه:
تأمین ولتاژ مورد نیاز رله ها به عهدۀ این قسمت است.
اصطلاحاً به مجموعه سه جزء فوق، واحد پردازش مرکزی CPU یا مغز سیستم می گویند.
آموزش PLC – مزایای PLC نسبت به مدارات رله ای
- استفاده از PLC موجب کاهش حجم و پیچیدگی تابلو می شود، لذا منطق کنترل فرمان با نرم افزار پیاده سازی می شود و باعث کابل کشی کمتر و کاهش عناصر می شود.
- PLC چون از قطعات الکترونیکی ساخته شده است، استهلاک مکانیکی ندارد بنابراین دارای عمر بیشتری خواهد بود.
- با استفاده از PLC می توان تایمر ها، شمارنده ها و رله های کمکی را از مدار حذف نموده و داخل PLC برنامه نویسی نمود. بنابراین PLC دارای مصرف کمتری می باشد.
- استفاده از PLC در فراید های صنعتی موجب صرفه جویی در هزینه تمام شده می شود.
- تغییر در منطق کنترل وعیب یابی بسیار سریع و آسان است.
- طراحی و اجرای مدار های کنترل با استفاده از PLC بسیار ساده تر از مدارات رله ای می باشد.
- سرعت عمکرد بالا.
- قابلیت اتصال به انواع درایو های صنعتی و برد های کنترلی .
- دقت بالا.
آموزش PLC – کاربردهای PLC در صنعت
PLC ها در خیلی از وسایل و لوازم دنیای اطراف ما استفاده می شوند. اگر می گوئیم اکنون دورۀ صنعت است، بهتر است بگوئیم دورۀ PLC است. اگر شغل شما مرتبط به ماشین سازی، بسته بندی، مواد شناسی، مونتاژ خودکار یا یکی دیگر از صنایع بی شمار است، شما یکی از کاربران PLC هستید و حتما دنبال آموزش PLC باشید وگرنه وقت و پول خود را هدر می دهید. تقریباً تمامی لوازمی که نیاز به نوعی کنترل الکتریکی دارند، نیازمند PLC هستند به همین خاط نیاز است تا آموزش PLC را جدی بگیریم.
1- صنایع اتومبیل سازی:
تست قطعات و تجهیزات، سیستم های رنگ پاش، شکل دادن بدنه به وسیلۀ پرس های اتوماتیک، سوراخ کاری، اتصال قطعات.
2- صنایع پلاستیک سازی:
ماشین های ذوب و قالب گیری تزریقی، دمش هوا، سیستم های تولید و آنالیز پلاستیک.
3- صنایع سنگین:
کوره های صنعتی، سیستم های کنترل دمای اتوماتیک، وسایل و تجهیزات مورد استفاده در ذوب فلزات.
4- صنایع شیمیایی:
سیستم های مخلوط کننده، دستگاه های ترکیب کنندۀ مواد با نسبت های مختلف.
5- صنایع غذایی:
سیستم های عصاره گیری و بسته بندی.
6- صنایع ماشینی:
صنایع بسته بندی، صنایع چوب، سیستم های سوراخ کاری، سیستم های اعلام خطر و هشدار دهنده، سیستم های استفاده شده درجوش فلزات.
7- صنایع حمل و نقل:
جرثقیل ها، سیستم های نوار نقاله، تجهیزات حمل و نقل.
8- صنایع تبدیل انرژی:
ایستگاه های تقویت فشار گاز، ایستگاه های تولید نیرو، کنترل پمپ های آب، سیستم های تصفیه آب و هوای صنعتی، سیستم های تصفیه و باز یافت تصفیه و باز یافت گاز.
9- خدمات ساختمانی:
تکنولوژی بالابری، کنترل هوا و تهویۀ مطبوع ،سیستم های روشنایی خودکار.
معرفی انواع PLC ها:
در صنعت PLC بیش از یکصد کارخانه با تنوع بسیار در طراحی و ساخت انواع مختلف PLC فعالیت میکنند. PLC ها را میتوان از نظر اندازه، حافظه، تعداد ورودی / خروجی، وسعت عملیات (محلی یا وسیع) و … دستهبندی نمود. باید توجه داشت که برای ارزیابی قابلیت یک PLC باید. ویژگیهای دیگری مانند پردازنده، زمان اجرای یک سیکل، سادگی زبان برنامهنویسی، قابلیت توسعه و … را در نظر گرفت.
شرکت هاي مطرح سازنده ی PLC
الف- زیمنس :Siemens
1- S5
2- S7 – 200
3- S7 – 1200
4- S7 – 300
5- S7 – 400
ب- تله مکانیک :Tele Mecanique
1- PERIMUM (TSX CSY)
2- TWIDO
3- M340
ج- امرون :Omron
1- CPM
2- CP1
3- CJ1
د- ال جی :LG
1- XGT
2- GOLFA – GM
3- MASTER – K
و چند شرکت ديگر نيز عبارتند از:
Mitsubishi, Alen bradly, Moeller, ABB DELTA, FATEC, Boush, General Electric
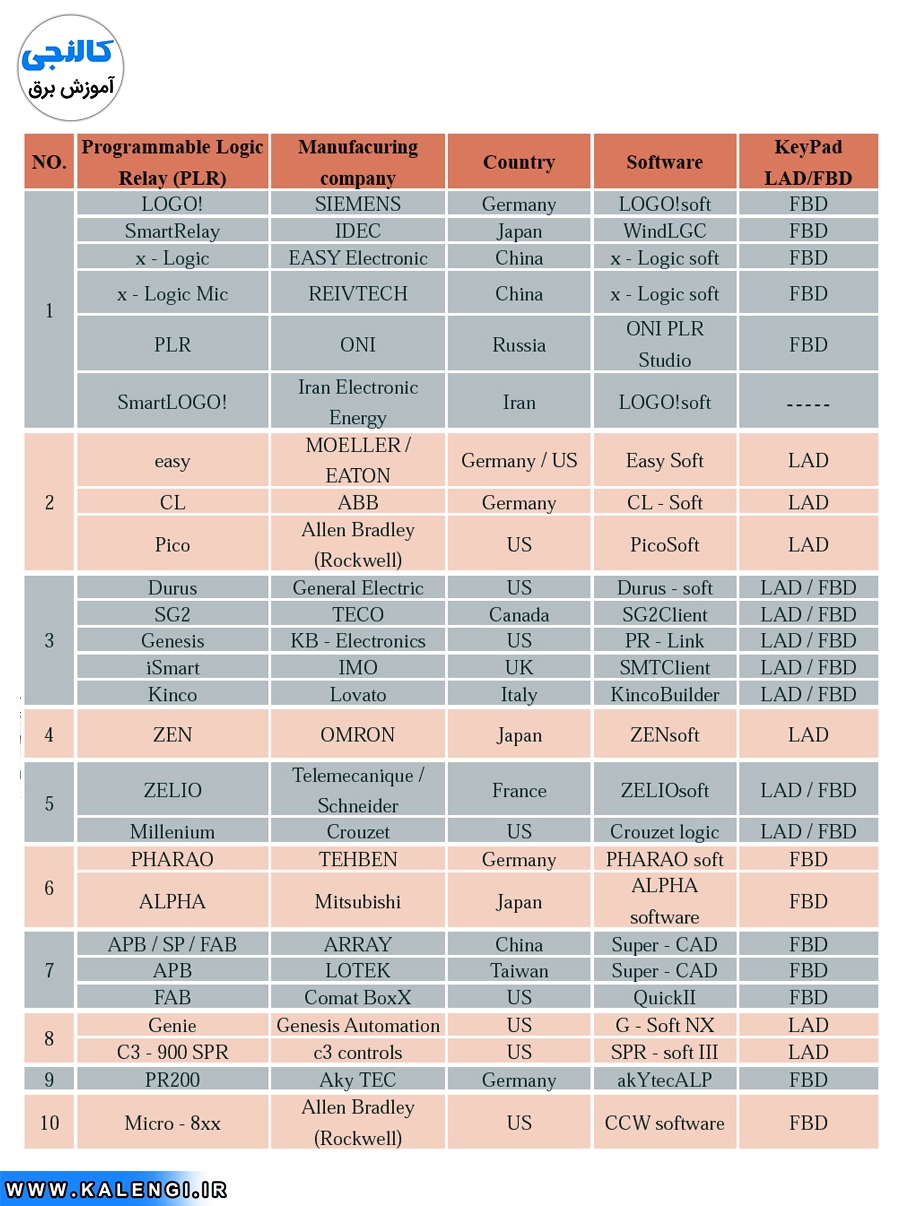
رله های قابل برنامه ریزی دارای تنوع شكل ظاهری و نرم افزار داخلی هستند. در جدول زیر چندین نمونه متفاوت از این رله ها آورده شده است. این رله ها بر اساس نوع نرم افزار و شركت سازنده در ده گروه مختلف تقسیم بندی می شوند:
PLC ها از لحاظ سخت افزاری به دو نوع در دسترس می باشند:
1- یک تکه (Compact):
این نوع PLC ها دارای تعدادی ورودی و خروجی همراه با CPU به صورت متصل (On board) می باشند و در صورت نیاز به ورودی و خروجی های بیشتر از کارت های مرتبط استفاده می شود.
2- قابل توسعه (Modular):
در این نوع PLC ها، CPU به تنهایی می باشد و بر اساس نیاز می توان کارت های ورودی و خروجی به آن اضافه نمود.
در این مقاله به علت متنوع بودن نوع PLC ها فقط در مورد PLC های زیمنس توضیحاتی ارائه خواهیم داد.
معرفی کنترل کننده های زیمنس:
1- PLC های سری :Simatic S5

در سال هاي اوليۀ توليد PLCشرکت های مختلف از جمله زیمنس تنها مدل S5 شرکت زیمنس بود که در شرایط رطوبت، گردوخاک و محیط های صنعتی عملکرد خوبی داشت و جواب گوی کاربران بود. به همين دليل اين شرکت در اتوماسيون صنايع مادر جايگاه ويژه دارد.
این خانواده از محصولان اولیۀ زیمنس بوند که در این نوع CPU امروزه دیگر تولید و پشتیبانی نمی شود.
2- PLCهای سری : S7 Simatic – 200

این نوع PLC ها به صورت Compact بوده و آن را میکرو پی ال سی معرفی می کنند. این مدل PLC دارای قیمت مناسب، سرعت پردازش بالا، سازگار بودن با انواع شبکه های صنعتی و ساختاری مناسب می باشد و برای کاربرد های کوچک مناسب است.
این PLC از سال 2016 به مرور زمان از رده تولید خارج شده است و از نوع کاربرد اتوماسیون صنعتی زیمنس می باشد که در رده های مختلف کاری قرار دارد، از جمله S7–216، S7–214 و S7–212.
S7 Simatic – 200 توانایی ارتباط با PLC های دیگر و ماشین آلات را از طریق شبکه دارد هم چنین برنامه نویسی با زبان های STL ،FBD ،LAD و زبان های استاندارد IEC1131 از خصوصیات این نوع PLC می باشد. ارتباط این PLC با کامپیوتر از طریق کابل PPI که دارای ارتباط نقطه به نقطه با نرخ سرعت 5/187 کیلو بیت در ثانیه می باشد.
S7 Simatic – 200 همانند لوگو زیمنس از طریق ماژول به شبکۀ اترنت متصل می گردد.
3- PLCهای سری : S7 Simatic – 1200

این نوع PLC ها جدید ترین محصول از خانوادۀ اتوماسیون صنعتی زیمنس و جایگزین S7–200 است که تقریباً از سال 2009 روانه بازار شده است. در این سری PLC از CPU های قدرتمند تر نسبت به S7–200 استفاده شده است و قابليت هاي جالبي براي برنامه نويسي و قابليت ارتباط بين انسان و ماشين (HMI) در آن پيش بيني شده است که ارتباط با HMI در این مدل از طریق پورت LAN است.
S7 Simatic – 1200 زیمنس قابلیت اضافه شدن 8 ماژول را داراست. نرم افزار برنامه نویسی آن TIAPORTAL است که کار را برای کاربران و مصرف کنندگان ساده کرده است. این سری به 4 دسته 212 و 214 و 215 و 217 تقسیم شده است.
4- PLCهای سری : S7 Simatic – 300

پر کاربردترین محصول شرکت زیمنس S7 – 300 است که به دلیل داشتن ماژول های متعدد در کاربرد های مختلف استفاده می شود که در صنعت امروز (خودروسازی – هسته ای و دیگر مصارف) مورد استفاده قرار می گیرد. نرم افزار برنامه نویسی این PLC نمایندگی زیمنس Simatic Manager است.
از دیگر قابلیت های این PLC می توان به شبیه سازی اشاره کرد که وجود خطا را در آن به حداقل می رساند. مزایای استفاده از S7 – 300 قابلیت پردازش CPU بالا، اتصال به شبکۀ پروفی باس و پروفی نت، توانایی شبکه شدن با دیگر CPU ها و اتصال تا 32 ماژول و از همه مهم تر تنوع ماژول هاست.
5- PLCهای سری : S7 Simatic – 400

این نوع PLC ها نسل پیشرفته و در عین حال قدرتمند شرکت زیمنس است که از ویژگی های مهم و اصلی آن به سیکل زمانی کوتاه و سرعت بسیار بالا، قابلیت پردازش پیشرفتۀ صنعت، عملکرد ایمن و مطمئن در محیط های با شرایط خاص می توان اشاره کرد.
ورودی و خروجی ماژول های S7 – 400 زیمنس در حالت تئوری به صورت نامحدود است و قابلیت اتصال به شبکه های صنعتی را به راحتی داراست. مهم ترین قابلیت آن Multicomputiry است که بر طبق این قابلیت امکان تقسیم یک برنامۀ سنگین و پیچیده روی چند CPU وجود دارد.
S7 – 400 به سه دستۀ استاندارد پایه، سری H و سری FH یا همان File Safe تقسیم می شود.
6- مینی پی ال سی لوگو :Mini PLC Logo!
کنترل کننده اي ساده و ارزان قيمت است که براي کارهاي کنترلي کوچک مانند ساختمان ها يا ماشين هاي کوچک کاربرد دارد. اين کنترل کنندۀ منطقي قابل برنامه ريزي به صورت Compact بوده و برنامه نويسي آن توسط کليدهاي روي آن انجام مي شود.
در بعضي از دستگاه هاي صنعتي، تعداد ورودي و خروجي مورد نياز محدود است؛ به گونه اي که به کمک مدارهاي ساده مي توان کار کنترل را انجام داد. شرکت زيمنس در اين مواقع به منظور کاهش هزينه ها، يک سري رلۀ هوشمند در سال 1966 به نام لوگو (LOGO!) وارد بازار کار نمود که به دليل مديريت ساده و کاربردي بودن آن، پيشرفت چشم گيري در مهندسي برق و اتوماسيون صنعتي به وجود آورد.
لوگو کوچکترین PLC زیمنس از خانوادۀ اتوماسیون صنعتی زیمنس می باشد که در صنایع کوچک و ساختمان کاربرد زیادی دارد. در این مینی پی ال سی به تعداد 24 ورودی و 16 خروجی می توان استفاده کرد که در سری 8 قابلیت اترنت به آن اضافه شده است که با توجه به تکنولوژی این محصول زیمنس قابلیت شبکه شدن با 9 لوگو دیگر را دارد. از دیگر قابلیت ها می توان به صفحه نمایش 3 رنگ اشاره کرد که با توجه به عملکرد های متفاوت تغییر رنگ می دهد.
لوگو راه حل هايي جهت کنترل منطقي تأسيسات خانگي مثل سيستم روشنايي راه پله، سيستم روشنايي خارجي و داخلي و هم چنين براي تأسيسات صنعتي مثل سيستم تهويۀ هوا، کنترل ماشين هايي مثل موتورها، تسمه نقاله ها و… ارائه مي دهد.
کنترل کننده های منطقی برنامه پذیر جایگزین های خوبی برای مدارات رلۀ کنتاکتوری می باشند. PLC ها بر اساس ورودی هایی که توسط ترمینال ها دریافت می کنند اطلاعات را پردازش کرده و آن را برای اجرا به خروجی ارسال می کنند. PLC های بزرگ برای کارهایی که نیاز به پردازش قوی و به ورودی خروجی بیشتری نیاز دارند استفاده می شود و برای کار های کوچک به دلیل قیمت بالا صرفۀ اقتصادی ندارد؛ به همین دلیل شرکت های سازندۀ PLC؛ برای رفع این مشکل رله های هوشمند را با ورودی خروجی کمتر با همان روال کاری تولید و به بازار عرضه کرده اند که برای کارهای کوچک و کاربردی استفاده بیشتری دارد.
مزایای رله های هوشمند LOGO
از جمله مزيت هاي لوگو کاهش هزينه هاي جانبي، نياز به فضاي کم تر در تابلو کنترل و لوازم جانبي کم تر، سيم کشي آسان، برنامه نويسي ساده، تست برنامه قبل از Load کردن روي دستگاه، پيکربندي ساده و عيب يابي سريع، کاهش فضا براي لوازم جانبي، دارا بودن صفحه نمايش بدون نياز به وسائل جانبي و سازگاري با شبکه هاي کنترلي، نصب و راه اندازي ساده مي باشد که باعث شده در دستگاه هاي کوچک کاربرد فراواني داشته باشد.
آموزش برنامهنویسی PLC:
برنامه نویسی قابلیتی برای فرمان پذیری رله است. این فرمان توسط رایانه یا كلیدها اعمال می شود. زبان برنامه راهی برای ارتباط با سخت افزار رله توسط كلیدهای جهت دار یا برنامه نوشته شده در محیط برنامه نویسی روی رایانه است. برنامه نویسی رله ها به دو صورت نردبانی یا لدر (Ladder) و بلوكی (FBD) انجام می شود.
1- برنامه نویسی به روش نردبانی:
در روش نردبانی برنامه به صورت نماد اتصال و سیستم پیچ های مدار فرمان رلهای نشان داده میشود؛ لذا ساختار برنامه شبیه مدارهای فرمان رلهای میباشد، اما نباید با آن ها اشتباه شود. در این روش برنامه ریزی از علامت كنتاكت (تیغه – (Contact و هم چنین علامت بوبین (Coil) استفاده می شود.
در برنامه نویسی با روش نردبانی به اصول زیر باید توجه کرد:
الف- در روش نردبانی ورودی را با کنتاکت نشان می دهند. کنتاکت (تیغۀ) باز I1 با علامت ![]() و کنتاکت بستۀ I2 با علامت
و کنتاکت بستۀ I2 با علامت![]() نشان داده می شود.
نشان داده می شود.
ب- خروجی را با بوبین نشان می دهند و علامت به صورت![]() است و ضمناً کنتاکت مربوط به هر بوبین اگر از نوع باز باشد با علامت
است و ضمناً کنتاکت مربوط به هر بوبین اگر از نوع باز باشد با علامت ![]() مشخص می شود.
مشخص می شود.
پ- تیغه ها اگر از نوع ورودی باشند با حرف I و اگر از نوع خروجی (بوبین) باشند با حرف Q مشخص می شوند. کنتاکت مربوط به بوبین (خروجی) نیز مانند مدارات کنتاکتوری هم نام و هم شمارۀ بوبین خواهد بود مثل Q1.
ت- آخرین ستون سمت راست در روش نردبانی فقط می تواند محل قرارگرفتن بوبین باشد؛ سایر ورودی ها و کنتاکت های بوبین می تواند در هر محلی در روش نردبانی رسم شود.
آموزش PLC – نمونه ای از برنامه نویسی به شیوه نردبانی
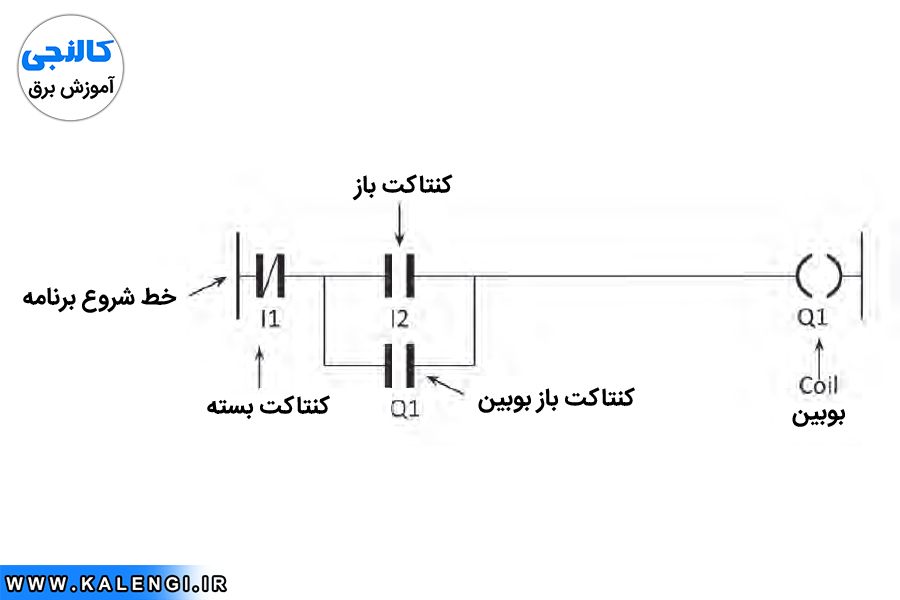
ث- در مدارهای فرمان نحوۀ ترسیم نقشه عمودی بوده از بالا شروع و در پایین ترین نقطه به بوبین کنتاکتور ختم می شود اما در روش نردبانی ترسیم مدار به صورت افقی بوده روی پله های یک نردبان از چپ به راست انجام شده و به ستون سمت راست ختم می شود.
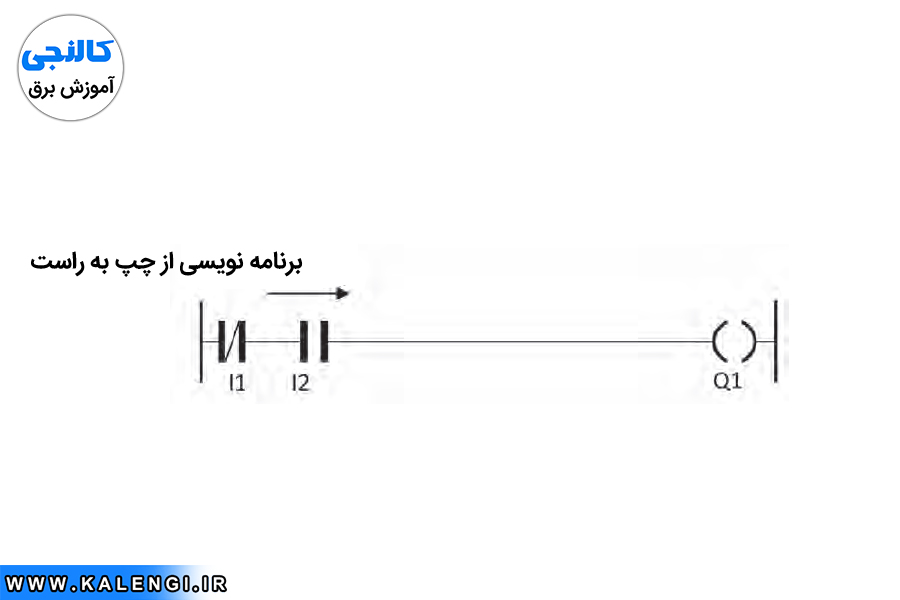
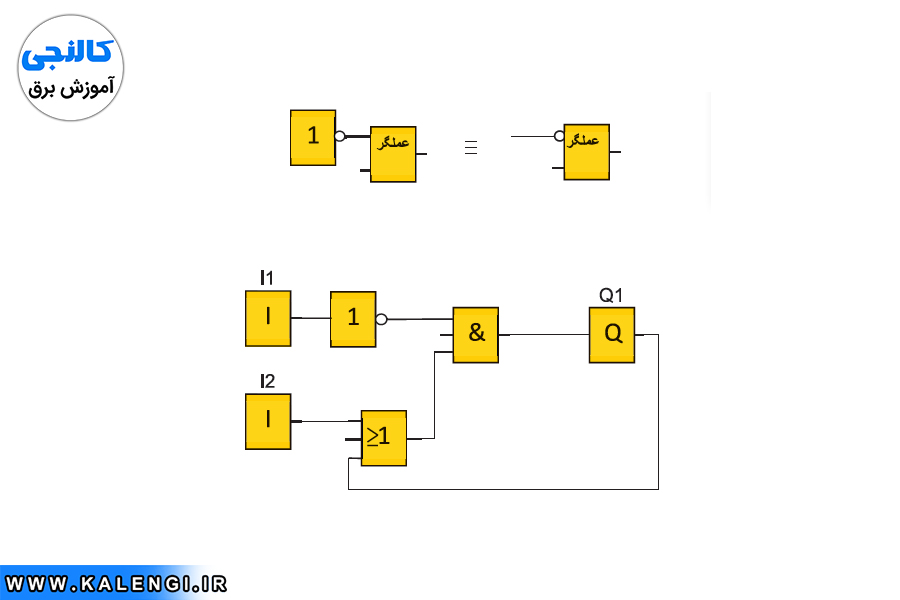
2- برنامه نویسی به روش بلوکی:
در اين روش که شبيه گيت هاي منطقي مي باشد از يک سري بلوک جهت برنامه نويسي استفاده مي شود که در داخل بلوک نوع عمل منطقي مشخص مي شود.
در برنامه نویسی با این روش به اصول زیر باید توجه کرد:
الف- در این روش ترسیم مدار از سمت ورودی به سمت خروجی است (معمولاً از سمت چپ شروع و به سمت راست ختم می شود).
ب- در روش بلوکی ورودی با علامت ![]() و خروجی با علامت
و خروجی با علامت ![]() نشان داده می شود. ورودی با حرف I و خروجی با حرف Q مشخص می شوند و در بالای بلوک این حروف و شمارۀ آن ها درج می شود.
نشان داده می شود. ورودی با حرف I و خروجی با حرف Q مشخص می شوند و در بالای بلوک این حروف و شمارۀ آن ها درج می شود.
پ- یک خروجی بوبین می تواند به ورودی چندین بلوک وصل شود. به این ترتیب کنتاکت آن خروجی ساخته می شود.
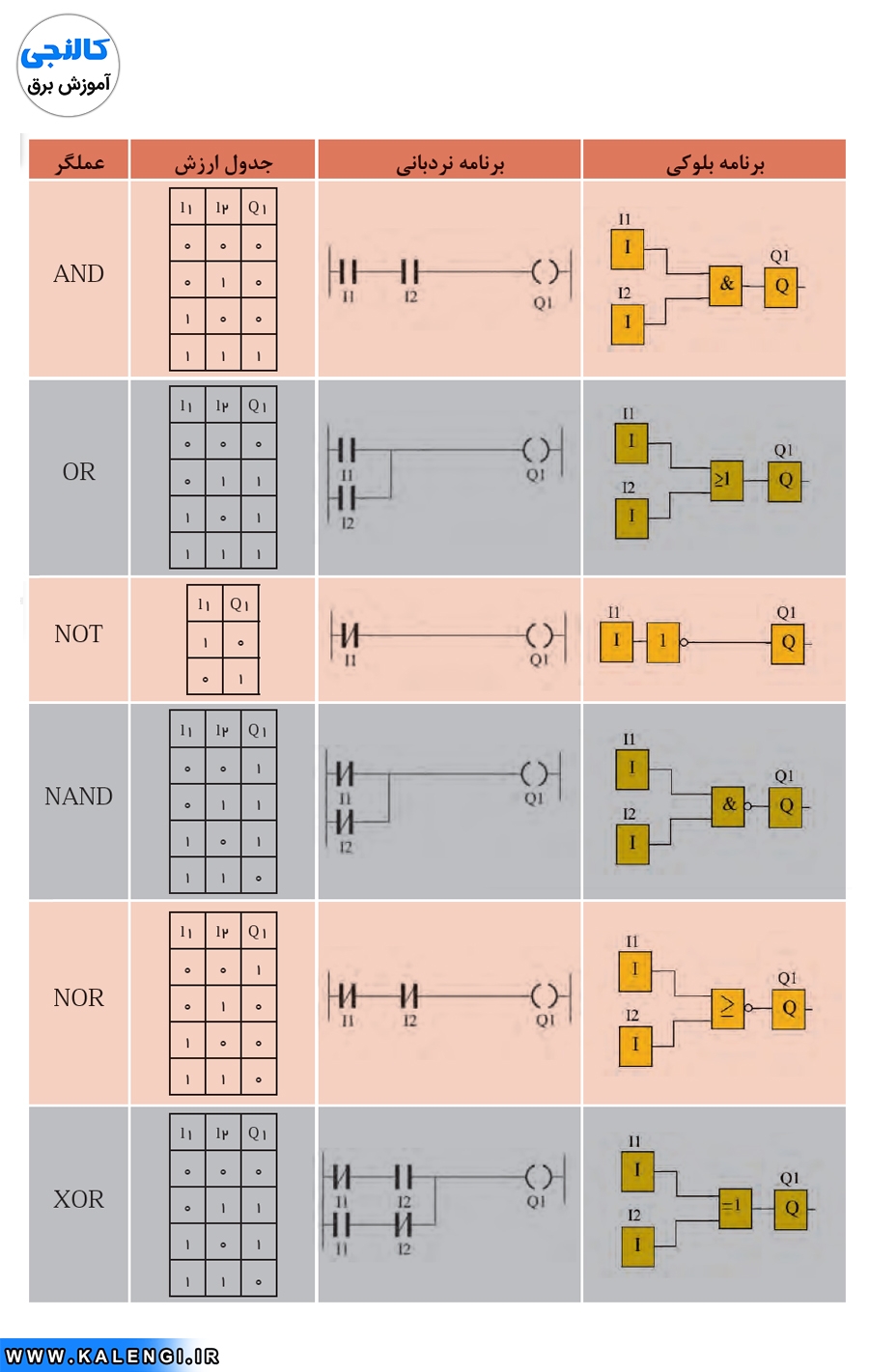
ت- در این روش برای اتصالات و برنامه ریزی می توان از عملگرهای منطقی استفاده کرد، برای مثال در این روش اتصال سری را AND و اتصال موازی را OR می نامند.
ث- برای ساخت علامت کنتاکت بسته از عملگر منطقی NOT مطابق شکل ![]() می توان استفاده کرد.
می توان استفاده کرد.
ج- در مواردی که خروجی عملگر NOT به ورودی هر عملگری وصل شود می توان به جای عملگر NOT از یک حباب استفاده نمود.
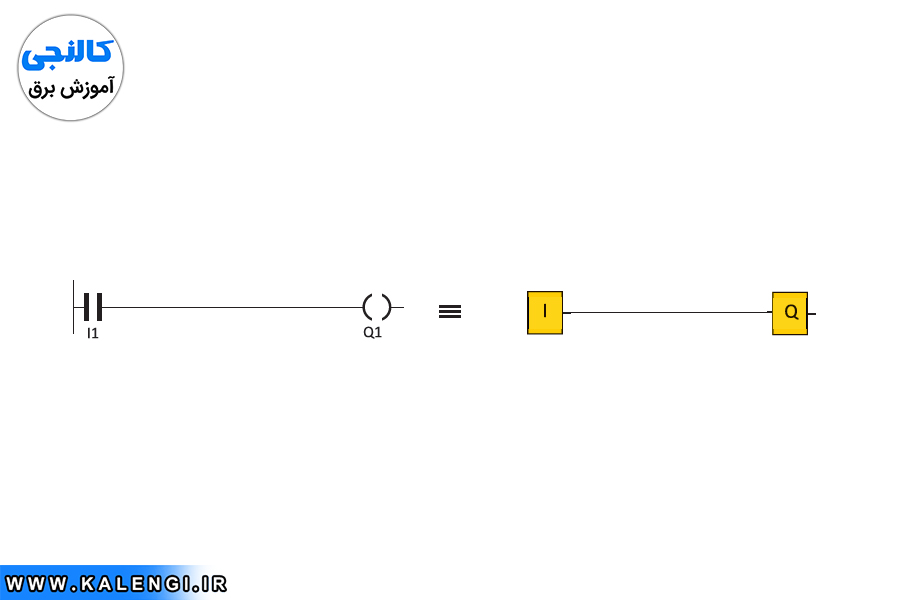
همان طور که در معرفی زبان نردبانی و بلوکی گفته شد مشابهت با شکل مدارهای الکتریکی نباید باعث ایجاد تصورات نادرست در مورد برنامه شود. باید توجه داشت رسم علامت کنتاکت در برنامه ها به معنای وجود کنتاکت در داخل رلۀ PLR نیست؛ همین طور رسم خطوطی برای اتصال عملگرها و یا ورودی و خروجی ها به معنای مسیری برای عبور جریان نیست.
دو روش برنامه نویسی نردبانی و بلوکی نمادهای گرافیگی هستند که فقط کار را ساده سازی می کنند اما اتصالات آن ها وجود خارجی ندارد؛ برای مثال برنامه ای مشابه شکل زیر در اصل برنامۀ I1 – Q1 است و بدین معنا است که هر ارزش منطقی که I1 داشته باشد Q1 هم همان ارزش منطقی را دارد.
آموزش PLC – مقایسه برنامه نویسی به روش بلوکی و نردبانی
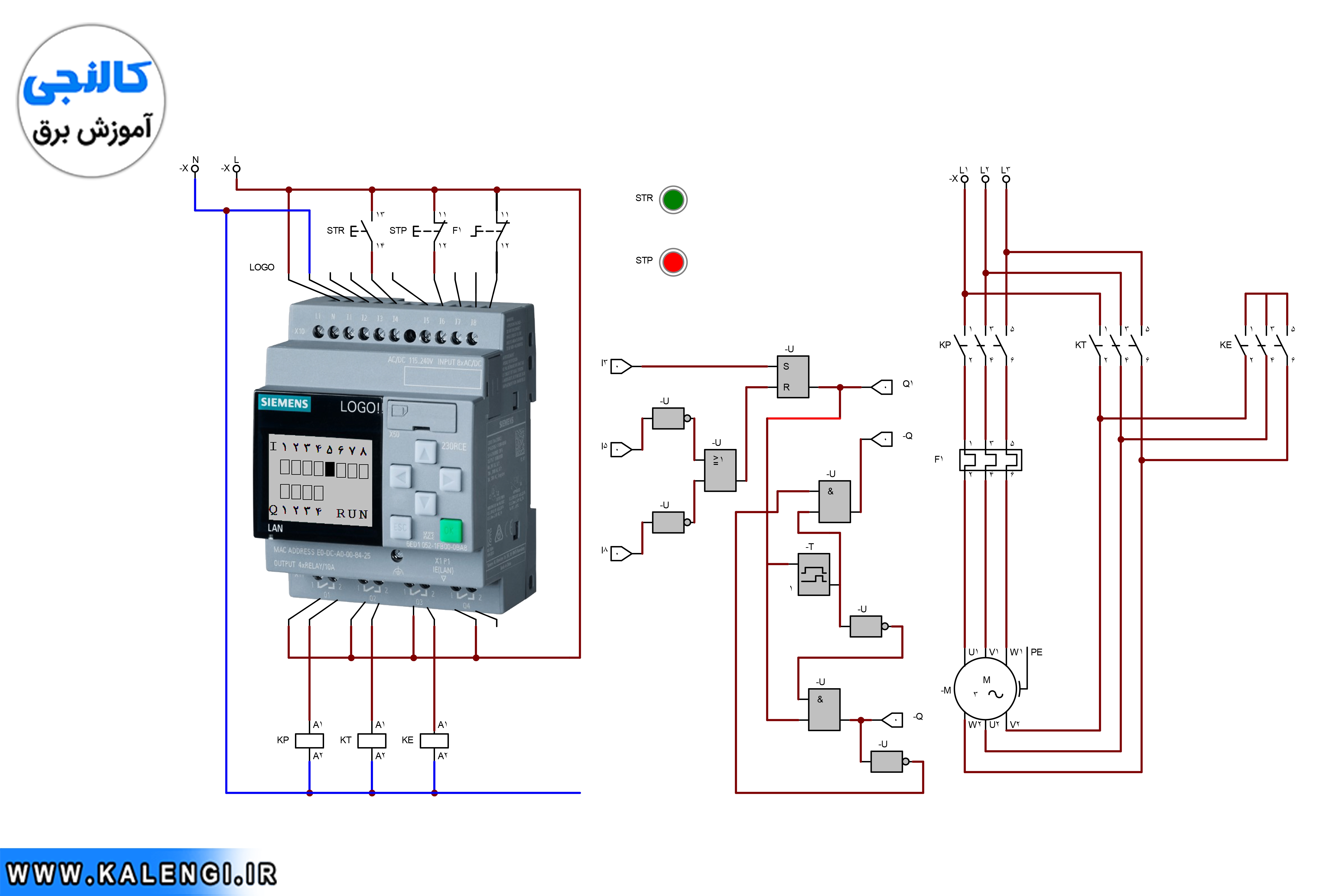
آموزش PLC – طراحی مدار فرمان ستاره – مثلث در PLC:
جهان سپاس بابت تهیه و نشر این مطالب.
خدا خیرتان بدهد.
سلام آیا میشود با تغییرات در تنظیمات فشار وسرعت کلی دستگاه تزریق را صفر کرد
سلام و عرض ادب و خسته نباشید خدمت مهندس گرامی ،،خواستم تشکر کنم ازتون برای مطالبتون که واقعا خیلی کمک کرد به من برای یادگیری برنامه نویسی پی ال سی ،اتفاقا رشتمم گرایش برق قدرت بود و نیاز داشتم برای یادگیری پی ال سی
خدا خیرتون بده باز هم تشکر میکنم مرسی ♥️
سلام و درود
بسیار هم عالی
خوشحالیم که براتون مفید واقع شده
سلام آقا یه سوال دارم. دوره آموزشی پی ال سی تون فنی حرفه ای کجا میتونم شرکت کنم؟ می خوام حرفه ای بلد بشم
سلام و درود
اموزش ها مون به صورت ویدیویی هست و فقط داخل سایت ارایه میشه
سلام
وقتتون بخیر
من دوره ی برق صنعتی و plc رو توی فنی حرفه ای گذروندم چند تا فیلم آموزشی و کتاب آموزشی هم دیدم برای ورود ب بازار کار plc چیکار کنم؟ سخت افزار بخرم و پروژه ها روی سخت افزار کار کنم یا سعی کنم جایی برای کارآموزی شرکت کنم؟
لطفا راهنماییم کنید
ممنونم
سلام و درود پیشنهاد میکنم یه سخت افزار و تجهیزات جانبی مثل سنسور ها رو تهیه کنین و عملی تمرین کنید
سلام
عالی
ممنون بخاطر زحمتی که برای گرداوری و درج این مطالب می کنین
سلام سپاس از همراهی شما
خوشحالیم که براتون مفید واقع شده
سلام مهندس،ایا این درسته که plc در حال منسوخ شدنه و جایگزین های بهتری داره؟؟؟اگر اره،چه چیزی جایگزینش خواهد شد؟ایا برای اینده شغلی هنوز ارزش یاد گرفتن و وقت گذاشتن رو داره؟سپاس
سلام خیر منسوخ نخواهد شد و تازه تاره جا می افته
plcدلتا میتونه جایگزین عالی باشه نسبت plc های زیمنس ک گرون قیمت تر هستند نسبت به دلتا
جناب مهندس وقت بخیر. من مسئول یک گلخانه هستم. چندی قبل دستگاه پی ال سی نصب کردیم که کنترل دما، رطوبت و چند پارامتر دیگر را انجام می دهد. وقتی از نصاب پرسیدم که می شود از گزارش هایی که دستگاه به ما می دهد یک نسخه ی آرشیوی داشته باشم، به بنده یک فلش که بر روی دستگاه بود را نشان دادند و گفتند در این ذخیره می شود و خروجی آن هم اکسل است. متآسفانه با اینکه محتوایات فلش را کپی کرده ام اما اطلاعات با پسوند dat می باشد و احساس می کنم ایشان عمداً اطلاعات ناقص داده اند. برای داشتن اطلاعات ذخیره شده از فلش چکاری می توانم بکنم؟ آیا نرم افزار مخصوصی برای اینکار هست؟ پیشاپیش از پاسخگویی شما سپاسگزارم.
سلام میبایست یکی از پسوند های اکسل بهتون بده که باید از نصاب بپرسید مشکل کار شون کجاست
جناب مهندس وقت بخیر. من مسئول یک گلخانه هستم. چندی قبل دستگاه پی ال سی نصب کردیم که کنترل دما، رطوبت و چند پارامتر دیگر را انجام می دهد. وقتی از نصاب پرسیدم که می شود از گزارش هایی که دستگاه به ما می دهد یک نسخه ی آرشیوی داشته باشم، به بنده یک فلش که بر روی دستگاه بود را نشان دادند و گفتند در این ذخیره می شود و خروجی آن هم اکسل است. متآسفانه با اینکه محتوایات فلش را کپی کرده ام اما اطلاعات با پسوند dat می باشد و احساس می کنم ایشان عمداً اطلاعات ناقص داده اند. برای داشتن اطلاعات ذخیره شده از فلش چکاری می توتنم بکنم؟ آیا نرم افزار مخصوصی برای اینکار هست؟ پیشاپیش از پاسخگویی شما سپاسگزارم.